Co je to hnětač gumy a jak je strukturován
A hnětač gumy — také označovaný jako vnitřní mísič nebo hnětač typu banbury — je uzavřený, vysoce intenzivní mísící stroj používaný ke smíchání surového kaučuku s přísadami, jako jsou saze, síra, urychlovače, změkčovadla a zpracovatelské oleje. Na rozdíl od otevřených mlýnů provádí hnětač pryže míchání uvnitř utěsněné komory, což dramaticky snižuje ztráty materiálu, zlepšuje rovnoměrnost disperze a umožňuje zpracování směsí citlivých na teplotu.
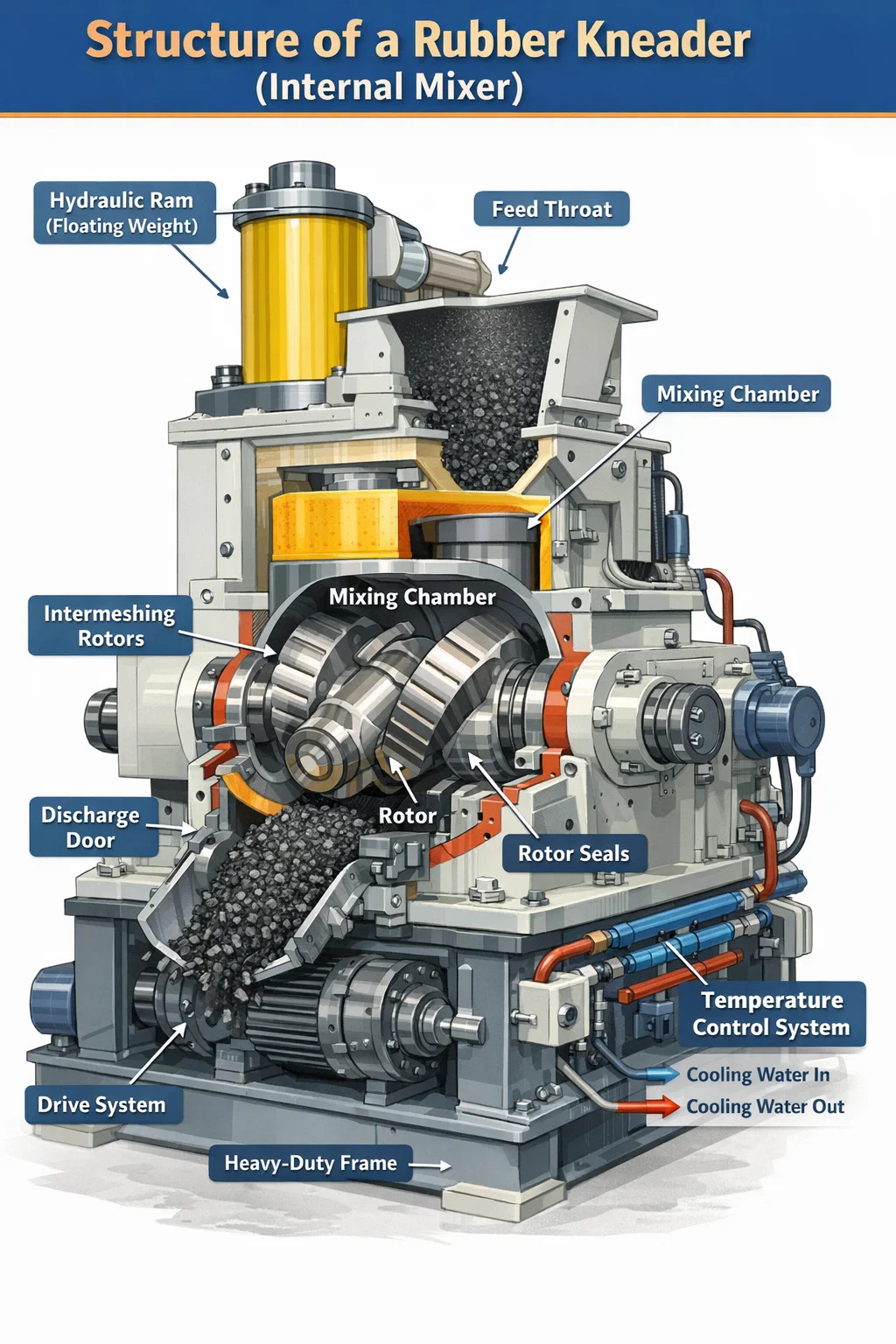
Struktura jádra hnětače pryže se skládá ze šesti primárních systémů: směšovací komory, rotorů, hydraulického pístu (plovoucí hmotnost), mechanismu vypouštěcích dvířek, systému regulace teploty a systému pohonu. Každý z nich hraje odlišnou mechanickou roli a pochopení jejich vzájemné interakce odhalí, proč se vnitřní hnětače staly průmyslovým standardem pro výrobu pryžových směsí při výrobě pneumatik, těsnění, těsnění, hadic a výrobků z technické pryže.
Samotné tělo stroje je obvykle vyrobeno z vysokopevnostní lité oceli nebo vyrobeného ocelového plechu s vnitřními povrchy tvrzenými nebo potaženými slitinou odolnou proti opotřebení, aby odolala enormním mechanickým silám vznikajícím při míchání – u velkokapacitních strojů často přesahující 500 kN.
Míchací komora: Srdce hnětače kaučuku
Míchací komora je uzavřený prostor, kde probíhá veškeré míchání. Jedná se o dutinu ve tvaru osmičky obrobenou v extrémně úzkých tolerancích, navrženou pro umístění dvou protiběžných rotorů. Vnitřní profil komory není kruhový – její stěny jsou tvarovány tak, aby doplňovaly geometrii rotoru, což zajišťuje, že pryžová hmota je nepřetržitě složena, stříhána a znovu vystavena povrchům rotoru.
Objem komory je jednou z primárních specifikací používaných pro klasifikaci pryžových hnětadel. Stroje v laboratorním měřítku mohou mít objem komory jen 0,3 litru, zatímco vnitřní míchačky používané ve výrobních závodech mohou přesáhnout 650 litrů. Běžné průmyslové velikosti se pohybují od 20 l do 270 l, přičemž faktory plnění (poměr hmotnosti pryžové náplně k objemu komory) jsou obvykle nastaveny mezi 0,6 a 0,75.
Stěny komory zahrnují rozsáhlou síť vnitřní chladicí a topné kanály . U moderních hnětačů pryže jsou tyto kanály vrtány přímo skrz tělo komory a připojeny k systému regulace teploty s uzavřenou smyčkou. Přesné tepelné řízení je kritické – viskozita kaučuku, účinnost disperze a kvalita směsi závisí na udržování teploty šarže v rámci definovaného okna, často mezi 70 °C a 160 °C v závislosti na složení.
Komora je rozdělena na dvě poloviny - horní část těla a spodní část - sešroubované dohromady. Spodní polovina obsahuje závěs výsypných dvířek. Tato dělená konstrukce umožňuje přístup pro kontrolu, čištění a výměnu vložky. Vložky komory z kalené oceli (typicky s hodnotami povrchové tvrdosti 58–62 HRC) chrání konstrukční těleso komory před abrazivními pryžovými směsmi a lze je samostatně vyměnit bez demontáže celého stroje.
Rotory: Definující součást designu pryžových hnětačů
Rotory jsou mechanické prvky, které skutečně provádějí míchací práci uvnitř komory. V hnětači gumy, dva rotory se otáčejí v opačných směrech při pevném poměru otáček , typicky 1:1,1 nebo 1:1,2, což vytváří rozdílnou rychlost rotoru, která generuje intenzivní smykové napětí v bodě sevření mezi rotory a mezi každým rotorem a stěnou komory.
Geometrie rotoru je jedním z nejpropracovanějších aspektů vnitřního mixéru. V moderních hnětači pryže se používají tři hlavní typy rotorů:
- Dvoukřídlé (eliptické) rotory: Původní konstrukce, vyznačující se dvěma spirálovitými lopatkami stočenými podél hřídele rotoru. Ty generují vysoké smykové síly a jsou vhodné pro těžko mísitelné směsi, sazové předsměsi a kaučuky s vysokou viskozitou, jako je přírodní kaučuk (NR) a EPDM. Špička mezi křídlem rotoru a stěnou komory je typicky 2–6 mm.
- Čtyřkřídlé rotory: Vyvinut pro zlepšení disperzního a distribučního míchání současně. Přídavná křídla zvyšují frekvenci skládání a přeorientování materiálu na otáčku, což umožňuje rychlejší zapracování výplní. Čtyřkřídlé rotory jsou nyní standardem ve vysoce produkčních linkách na míchání směsí pneumatik.
- Šestikřídlé (nebo vícekřídlé) rotory: Používá se v aplikacích vyžadujících výjimečně jemnou disperzi plniva, jako jsou směsi pneumatik na bázi oxidu křemičitého, kde je účinnost silanové vazby kritická. Tyto rotory produkují jemnější, distributivnější míchání s nižšími špičkovými teplotami.
Hřídele rotorů jsou duté a připojené k systému regulace teploty, což umožňuje proudění chladicí kapaliny nebo páry vnitřkem. Toto vnitřní chlazení rotoru je nezbytné při vysokorychlostních míchacích operacích, kde může vznik tepla třením způsobit předčasnou vulkanizaci (spálení) směsi. Povrchová rychlost rotoru ve výrobních hnětačích se obvykle pohybuje od 20 až 80 otáček za minutu s některými stroji s proměnnou rychlostí, které jsou schopny pracovat v celém tomto celém rozsahu v rámci jediného míchacího cyklu.
Rotory jsou na obou koncích podepřeny odolnými valivými ložisky uloženými v bočních rámech stroje. Uspořádání ložisek musí pojmout jak radiální zatížení od tlaku pryžové směsi, tak axiální axiální zatížení generovaná spirálovými křídly rotoru. Ložiskové sestavy ve velkých hnětačích jsou obvykle také chlazené vodou, protože třecí teplo v sedlech ložisek by jinak podstatně snížilo životnost.
Systém těsnění rotoru
Tam, kde hřídele rotoru opouštějí směšovací komoru bočními stěnami, těsnící systém zabraňuje úniku pryžové směsi podél hřídele. Toto je technicky jedna z nejnáročnějších oblastí konstrukce hnětače pryže. Těsnění musí obsahovat pryž při tlacích do 0,5–1,0 MPa, přičemž hřídel se otáčí rychlostí, a to vše při zvýšených teplotách uvnitř komory.
Většina moderních hnětačů pryže používá jedno ze dvou uspořádání těsnění:
- Labyrintová těsnění s pryžovým těsněním: Řada obrobených drážek a hřebenů vytváří klikatou dráhu, která odolává toku směsi. V kombinaci se stlačenými pryžovými těsnícími kroužky toto uspořádání poskytuje účinné těsnění pro většinu vyráběných směsí. Výměna ucpávky je rutinní úkol údržby prováděný každých několik set provozních hodin.
- Mechanické čelní těsnění: Používá se v prémiových strojích a aplikacích s přísnými požadavky na kontaminaci. Otočná plocha těsnění přitlačená k pevnému sedlu poskytuje pozitivní bariéru. Tato těsnění mohou být chlazená vzduchem nebo vodou a nabízejí delší servisní intervaly než těsnění typu ucpávky.
Hydraulický beran (plovoucí hmotnost): Regulace tlaku nad směsí
Přímo nad míchací komorou je umístěn horní píst, běžně nazývaný plovoucí závaží nebo hydraulický píst. Jedná se o pevný blok z oceli nebo tvárné litiny tvarovaný tak, aby se vešel do plnicího hrdla komory. Jeho funkcí je utěsnit horní část směšovací komory po vložení materiálu a vyvinout tlak směrem dolů na pryžovou vsázku během míchání.
Tlak pístu je jednou z nejdůležitějších procesních proměnných v provozu hnětače pryže. Vyšší tlak pístu nutí pryžovou směs do těsnějšího kontaktu s rotory, zvyšuje intenzitu smyku a zlepšuje rozptyl. Nadměrný tlak však urychluje opotřebení rotoru a vložky komory. Tlaky pístu ve výrobních strojích se typicky pohybují od 0,2 do 0,8 MPa a jsou aplikovány prostřednictvím hydraulického válce namontovaného nad podávacím hrdlem.
Beran je veden svislým hrdlovým válcem – přesně opracovaným průchodem, který udržuje beran vycentrovaný a zabraňuje bočnímu pohybu pod tlakem směsi. Prachové těsnění ve spodní části hrdla zabraňuje migraci gumy nahoru kolem těla berana. Samotný beran je často opatřen jádrem a připojen k okruhu chladicí vody pro řízení absorpce tepla z pryže pod ním.
Hydraulický válec, který pohání beran, je namontován na otočném rámu nad tělem stroje, což umožňuje jeho vykývnutí, když je kryt podávacího hrdla otevřen pro plnění. Na automatizovaných výrobních linkách je cyklus beranu řízen programem míchání – automaticky se zvedne, když se otevřou vyklápěcí dvířka, aby se uvolnila dávka, a klesá a zablokuje se ihned po vložení další dávky.
U některých novějších konstrukcí hnětače pryže, zejména těch, které se používají pro míchání siliky a silanu, je tlak pístu dynamicky modulován během míchacího cyklu – během fáze silanizační reakce dočasně snižuje tlak, aby se zabránilo přehřátí, a poté jej znovu zvyšuje pro finální disperzi. To vyžaduje proporcionální hydraulický ventilový systém integrovaný s řídicí jednotkou stroje.
Mechanismus vypouštěcích dvířek: Uvolnění smíšené dávky
Vypouštěcí dvířka tvoří dno směšovací komory. Když je míchání dokončeno, tato dvířka se otevřou směrem dolů (nebo se otočí na jednu stranu, v závislosti na konstrukci), aby se hotová kaučuková dávka uvolnila gravitací do zařízení po proudu – obvykle otevřeného mlýna, dvoušnekového extrudéru nebo dávkovacího chladicího dopravníku.
Dvířka jsou ovládána hydraulickým válcem a jejich uzamykací mechanismus musí při míchání bez vychýlení odolat plnému vnitřnímu tlaku v komoře. I malé prohnutí dveří může umožnit vytlačování pryže do oblasti těsnění dveří, urychlit opotřebení a způsobit kontaminaci. Vysoce kvalitní pryžové hnětače používají vícenásobné zajišťovací čepy nebo vačkový mechanismus, který rovnoměrně rozděluje upínací sílu po obvodu dveří.
Čelo dveří (povrch, který je v kontaktu s pryžovou směsí) je obvykle pokryto tvrzenou otěrovou deskou, kterou lze nezávisle vyměnit. Těleso dveří obsahuje chladicí kanály připojené ke stejnému okruhu jako stěny komory. Pryžový nebo elastomerový těsnicí kroužek se nachází po obvodu dveří, aby se zabránilo úniku směsi na rozhraní komory a dveří – toto těsnění je spotřební materiál vyměňovaný během plánované údržby.
Doba otevření vypouštěcích dvířek je procesním parametrem – rychlejší otevírání zkracuje dobu, po kterou je směs po smíchání vystavena teplu, což je kritické pro směsi citlivé na teplotu obsahující předem dispergovaná vulkanizační činidla. Na vysokorychlostních výrobních linkách, otevření dvířek a vypuštění dávky jsou dokončeny během 3–5 sekund pro udržení propustnosti.
Systém regulace teploty: Řízení tepla v celém hnětači pryže
Řízení teploty není v provozu hnětače pryže volitelné – je to základní požadavek na kvalitu směsi a opakovatelnost procesu. Systém řízení teploty zahrnuje tři zóny tepelné výměny: stěny komory, tělesa rotoru a píst. Každou zónu lze ovládat nezávisle.
Většina sériově vyráběných pryžových hnětadel používá jednotku řízení teploty vody (TCU) s uzavřenou smyčkou, která cirkuluje temperovanou vodu všemi třemi zónami. TCU může ohřívat vodu pomocí elektrických ohřívačů nebo vstřikováním páry a ochlazovat ji pomocí výměníku tepla připojeného k přívodu chlazené vody objektu. Cílové teploty vody se liší podle fáze procesu:
- Stupeň předehřívání: 60–90 °C voda pro uvedení komory na provozní teplotu před první várkou směny
- Stupeň míchání: 20–40 °C chladicí voda pro absorbování třecího tepla a zabránění přehřátí směsi
- Fáze čištění: Propláchnutí horkou vodou nebo párou ke změkčení zbytkové směsi pro snadnější odstranění
Teplota směsi je monitorována termočlánky nebo infračervenými senzory namontovanými ve stěně komory. Složená teplotní zpětná vazba v reálném čase je používán řídicím systémem stroje k úpravě rychlosti rotoru, tlaku pístu a průtoku chladicí kapaliny, aby byla dávka v rámci specifikace. V některých pokročilých systémech hnětače pryže je míchání ukončeno automaticky, když teplota směsi dosáhne nastavené hodnoty, spíše než po pevně stanoveném časovém cyklu – tento takzvaný teplotně řízený výsyp je konzistentnější než časově řízený výsyp a snižuje variabilitu mezi dávkami.
Podrobnosti o chladicím okruhu rotoru a komory
Uvnitř každého dutého rotoru chladicí okruh obvykle sleduje spirálu nebo vzor otvoru, který maximalizuje povrchovou kontaktní plochu. Otočné spojky (nazývané také otočné klouby) na koncích hřídelů rotoru spojují stacionární přívodní potrubí chladicí kapaliny s vnitřkem rotujícího rotoru bez úniku. Jedná se o přesné součásti, které vyžadují pravidelnou kontrolu a výměnu, protože se jejich vnitřní těsnění opotřebovává.
Chladicí kanály ve stěně komory jsou vrtány v hadovitém vzoru skrz blok komory, obvykle ve vzdálenosti 30–50 mm od středu ke středu. Průtok chladicí kapaliny těmito kanály je navržen tak, aby bylo dosaženo kapacity odvodu tepla dostatečné pro jmenovitý výkon stroje — u 270L hnětače s hnacím motorem 2000 kW musí být chladicí systém schopen nepřetržitě odebírat minimálně 1,5–2,0 MW tepelné energie.
Pohonný systém: Přenos výkonu na rotory
Pohonný systém hnětače pryže se skládá z elektromotoru, reduktoru rychlosti (převodovky) a převodového uspořádání, které pohání dva rotory. Protože se rotory musí vůči sobě otáčet s pevným poměrem rychlostí, jsou spojeny prostřednictvím do sebe zapadajícího ozubeného soukolí – rozvodových kol – které zajišťuje synchronizaci bez ohledu na změny zatížení.
Hlavním hnacím motorem je téměř univerzálně střídavý indukční motor s řízením pohonu s proměnnou frekvencí (VFD) v moderních strojích. Možnost proměnlivých otáček je nezbytná pro optimalizaci míchání v různých fázích cyklu směsi – například běh při nízké rychlosti během počátečního rozbití balíku, aby se zabránilo přetížení motoru, a poté zrychlení na maximální rychlost pro začlenění plničky. Výkon motoru ve výrobních gumových hnětačích váhách s objemem komory:
| Objem komory (L) | Typický výkon motoru (kW) | Rozsah otáček rotoru (ot./min) | Společná aplikace |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Malá šarže, speciální směsi |
| 75–120 | 500–900 | 20–70 | Pneumatika střední velikosti a průmyslová pryž |
| 200–270 | 1500–2500 | 20–80 | Velkoobjemová směs běhounu pneumatik |
| 400–650 | 3000–5000 | 15–60 | Výroba předsměsi pneumatik ve velkém měřítku |
Převodovka (reduktor rychlosti) snižuje otáčky motoru na provozní otáčky rotoru a násobí točivý moment. V hnětači pryže musí převodovka zvládat extrémně vysoký točivý moment — u motoru o výkonu 2 000 kW běžícím rotory při 40 otáčkách za minutu může točivý moment na hřídeli rotoru překročit 500 000 N·m. Převodovka má typicky paralelní nebo pravoúhlé uspořádání s nauhličenými a broušenými spirálovými ozubenými koly, uložená v robustním litinovém nebo ocelovém pouzdře s nuceným mazáním.
Pružná spojka mezi motorem a převodovkou absorbuje rázová zatížení během rozpadu balíku – náraz, když rotor narazí na studený gumový balík, může způsobit okamžité skoky točivého momentu 2 až 3násobek jmenovitého provozního točivého momentu. Bez pružné spojky by se tyto hroty přenášely přímo na převodovku a hřídel motoru, což by způsobilo předčasné únavové selhání.
Systém přívodu a nabíjení
Plnicí hrdlo je svislý průchod nad směšovací komorou, kterým se nakládá pryž a přísady. V ručním provozu jsou gumové balíky a navážené přísady vhazovány do hrdla operátorem nebo dopravníkem. U automatizovaných kompaundačních linek je plnící hrdlo vybaveno sklápěcím tácem nebo pneumatickým zařízením na podporu pěchování, které stlačuje materiály dolů do komory proti odporu rotorů.
Rozměry otvoru hrdla jsou navrženy tak, aby akceptovaly standardní velikosti gumových balíků – hnětač o objemu 270 l má obvykle otvor hrdla přibližně 600 mm × 400 mm. Otočný protiprachový kryt nebo klapka uzavře po nabití hrdlo, aby zadrželo prach a výpary během míchání. Některé stroje také obsahují otvor pro odsávání výparů v krytu hrdla připojený k centrálnímu ventilačnímu systému – to je zvláště důležité při míchání směsí obsahujících saze, síru nebo těkavé zpracovatelské oleje.
Vstřikování kapalných přísad – pro procesní oleje, kapalné silany nebo speciální přísady – se často provádí prostřednictvím portů umístěných přímo ve stěně komory nebo skrz tělo pístu. Tyto vstřikovací trysky musí být navrženy tak, aby vydržely tlak v komoře a teplotu a zároveň poskytovaly přesné odměřené objemy, typicky řízené dávkovacími systémy se zubovým čerpadlem integrovaným do míchacího programu.
Rám stroje a konstrukční součásti
Celá sestava hnětače pryže je namontována na těžkém konstrukčním základním rámu vyrobeném ze silného ocelového plechu nebo odlitků. Tento rám absorbuje reakční síly z procesu míchání a přenáší je do základu. Síly jsou značné — velký produkční hnětač generuje oddělovací síly rotoru (síla, která tlačí rotory od sebe v důsledku tlaku pryže), které mohou během špičkového mixování dosáhnout až několika stovek kilonewtonů.
Dva boční rámy, jeden na každé straně směšovací komory, nesou ložiska rotoru a zajišťují konstrukční spojení mezi komorou a základnou. Ty jsou často nejvíce namáhanými součástmi ve stroji a jsou vyrobeny z tvárné litiny nebo z tlusté oceli s velkými poloměry zaoblení pro snížení koncentrace napětí.
Držáky pro izolaci vibrací mezi základním rámem hnětače a základem budovy jsou u moderních instalací standardem. Plně zatížený velký hnětač pryže během rozpadu balíku generuje značné vibrace – bez izolace se mohou přenášet na stavební konstrukci a ovlivnit blízké přístrojové vybavení nebo časem způsobit únavové praskání kotevních šroubů.
Řídicí systém a přístrojové vybavení v moderních hnětači pryže
Současné hnětače pryže jsou vybaveny řídicími systémy na bázi PLC, které automaticky řídí celý cyklus míchání. Řídicí systém monitoruje a zaznamenává nepřetržitý proud procesních dat:
- Teplota směsi (měřená pomocí termočlánku ve stěně komory nebo infračerveného pyrometru zaměřeného na sloučeninu přes průhledový port)
- Otáčky rotoru (ot/min), plynule nastavitelné pomocí VFD
- Odběr proudu motoru, který je úměrný viskozitě směsi a slouží jako nepřímá míra příkonu směšovací energie
- Měrný energetický příkon (kWh/kg), akumulovaný během míchacího cyklu
- Poloha a tlak berana
- Vstupní a výstupní teploty chladicí kapaliny pro každou chladicí zónu
- Poloha vyklápěcích dveří (otevřené/zavřené blokování)
Specifický energetický příkon je pravděpodobně nejspolehlivějším indikátorem úplnosti míchání u mnoha kaučukových směsí – například disperze sazí úzce koreluje s kumulativním energetickým vstupem na kilogram směsi spíše než se samotným časem. Moderní ovládání hnětače pryže umožňuje definovat míchací programy spíše podle energetického koncového bodu než podle časového koncového bodu, což automaticky kompenzuje odchylky ve viskozitě suroviny mezi šaržemi.
Všechna data šarže se zaznamenávají do databáze, aby bylo možné sledovat kvalitu. Integrace s Manufacturing Execution Systems (MES) umožňuje propojit každý záznam o šarži s čísly šarže surovin, ID operátora a následnými výsledky testů sloučenin, což umožňuje analýzu kořenových příčin, když se objeví odchylky v kvalitě.
Klíčové strukturální rozdíly mezi typy pryžových hnětačů
Ne všechny hnětače pryže mají stejné konstrukční konfigurace. Existuje několik konstrukčních variant, které splňují různé výrobní požadavky:
Tangenciální vs. vzájemně propojené rotorové hnětače
V tangenciálním rotorovém hnětači (klasický design Banbury) se dva rotory otáčejí v samostatných kruhových drahách, které jsou vzájemně tečné — křídla rotoru se nezablokují. To vytváří velkou míchací zónu mezi rotory, kde dochází k intenzivnímu smyku, díky čemuž jsou tangenciální hnětače vysoce účinné pro disperzní míchání zpevňujících plniv. Většina produkčních vnitřních mixérů na celém světě používá tangenciální rotory.
V hnětači s do sebe zapadajícím rotorem (jako je řada GK od HF Mixing nebo řada F od Farrel Pomini) jsou rotory umístěny blíže k sobě a jejich křídla se při rotaci překrývají a do sebe zabírají – podobná koncepce jako u dvoušnekového extrudéru, ale s mnohem kratšími a silnějšími lopatkami. Tato konstrukce vytváří zřetelně odlišný vzor proudění, což vede k lepšímu distribučnímu míchání a nižším teplotám směsi, za cenu poněkud nižší intenzity disperzního míchání. Do sebe zapadající hnětače jsou výhodné pro silikonový kaučuk citlivý na teplo, fluoroelastomery a směsi, kde je řízení teploty prvořadé.
Obrácené (převrácené) vykládací hnětače
Některé konstrukce hnětače pryže – zejména ty, které se používají v kontinuálních nebo polokontinuálních zpracovatelských linkách – nevypouštějí spodní dvířka, ale nakláněním celé sestavy míchací komory tak, aby otvor komory směřoval dolů a směs vypadla. Tato konstrukce vypouštění vzhůru nohama umožňuje rychlejší uvolňování šarže a snazší integraci s následným zpracovatelským zařízením umístěným přímo pod hnětačem. Konstrukčním důsledkem je výrazně složitější rám stroje s naklápěcím mechanismem a hydraulickým uzamykacím systémem.
Hnětače s otevřenou horní částí (Sigma Blade) vs. uzavřené hnětače typu Banbury
Stojí za zmínku, že v některých průmyslových kontextech termín „hnětač gumy“ také odkazuje na dávkové hnětače s čepelí Z nebo sigma — stroje s otevřenou horní částí žlabového tvaru se dvěma protiběžně rotujícími čepelemi ve tvaru sigma nebo Z. Ty jsou konstrukčně zcela odlišné od uzavřeného vnitřního mixéru popsaného v tomto článku. Lopatkové hnětače Sigma postrádají beran a těsnící systém, pracují při atmosférickém tlaku a jsou častěji používány pro výrobu silikonových kaučuků, termoplastických elastomerů a přípravu lepidel spíše než pro kaučukové směsi s vysokým obsahem plniva.
Díly podléhající opotřebení a konstrukční prvky kritické pro údržbu
Pochopení struktury hnětače pryže také znamená vědět, které součásti se opotřebovávají a vyžadují pravidelnou výměnu. Hlavní položky opotřebení jsou:
- Tipy rotoru: Špičky křídel jsou vystaveny nejvyššímu kontaktnímu namáhání se stěnou komory. U některých provedení jsou hroty rotoru opatřeny překrytím tvrdým svarem, které lze znovu aplikovat na místě. V jiných případech se celý rotor vymění, když opotřebení špičky překročí toleranci – typicky když vůle mezi špičkou a stěnou vzrostla z navržené hodnoty (2–5 mm) na více než 8–10 mm, v tomto okamžiku se účinnost míchání měřitelně snižuje.
- Vložky komor: Díly obložení stěn jsou vyměnitelné třecí desky, typicky o tloušťce 30–50 mm, přišroubované nebo za tepla namontované do tělesa komory. Životnost se pohybuje od několika měsíců v aplikacích abrazivních směsí až po několik let v mírném provozu.
- Koncová těsnění rotoru (balení): Výměna každých 300–1000 provozních hodin v závislosti na typu směsi a rychlosti rotoru. Odložená výměna ucpávky vede ke znečištění oblasti ložiska a výrazně zrychluje opotřebení ložiska.
- Těsnění výtlačných dveří: Elastomerové obvodové těsnění na vypouštěcích dvířkách se vyměňuje během plánovaných odstávek, typicky každých 3–6 měsíců v nepřetržité výrobě.
- Rotační šroubení na chladicích okruzích rotoru: Ve většině zařízení je každoročně kontrolováno a přestavováno, protože opotřebení těsnění v těchto součástech může způsobit pronikání chladicí kapaliny do ložiskových těles.
Plánované intervaly údržby pro hnětače pryže v závodech na výrobu pneumatik jsou obvykle strukturovány na 8hodinové výrobní směny, s menšími kontrolami každou směnu, průběžnými kontrolami týdně a hlavními generálními opravami ročně nebo každých 5 000–8 000 provozních hodin. Dobře udržovaný 270l gumový hnětač může dosáhnout mechanické dostupnosti přesahující 95 % v nepřetržitém třísměnném provozu.